
胶水话题博客
胶粘剂是车辆轻量化的奇迹,能够在考虑每一盎司重量的情况下连接多种不同的基材。胶粘剂以机械紧固件重量的一小部分实现了连接,并且多年来一直可靠地完成这一任务。然而,胶粘剂接头的长期敌人是振动和热循环。
热循环和振动是胶粘剂接头在现实世界中面临的挑战。例如,飞机部件必须在地球上层大气的极寒环境和停机坪上炎热的夏日阳光下保持功能正常。汽车部件则需要在颠簸的坑洼路面上运行。振动和热循环都会对接头造成磨损,但方式不同。选择合适的胶粘剂有助于预测并减轻热循环和振动带来的风险。
从失效模式开始
每种材料和每个接头都有其失效模式——找到失效点是选择合适胶粘剂的第一步,而某些失效模式比其他模式更好。“胶粘剂失效有三种类型,”H.B. Fuller 的战略客户经理 Mekiyah Bailey 说道:
- 胶粘剂失效是指未能与基材粘接(图 1)。当将两种材料分开时,可能会发现它们之间没有粘接——胶粘剂根本没有粘住,未留下任何残留物。
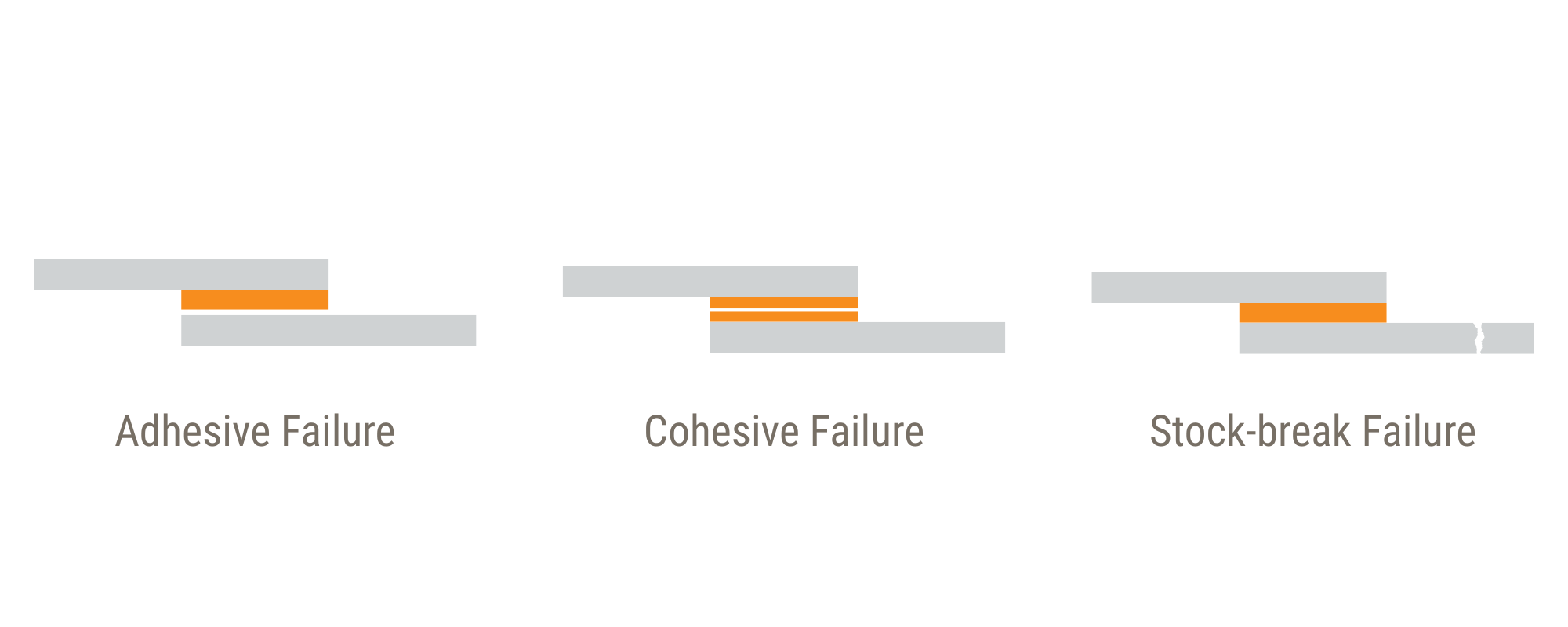
图 1. 三种失效类型。
- 内聚失效发生在胶粘剂本身内部。当两个基材(即被粘接的材料)在仍然粘附在一起的情况下分离,这就是内聚失效。在检查粘接时,会发现两种基材上都有残留物。“这是最好的失效类型,”Bailey 说道,“因为它表明胶粘剂正在粘附到组件上。”了解粘接与基材的强度高于胶粘剂内部强度是有用的信息。
- 基材失效,或称为基材破坏,发生在胶粘剂的效果如此之好以至于基材本身失效。例如,当你将一块金属从另一块已粘接的金属上剥离时,如果金属断裂而不是胶粘剂失效,这就是基材失效。
还有其他失效模式,但这三种提供了实用的方法来检查胶粘剂在热循环和振动期间的长期性能。检查这些失效模式需要在一系列条件下和从不同方向进行测试,以了解哪种胶粘剂最适合您的应用。
冷却:热循环
飞机机翼中的部件可能会经历从 -55°C 到 125°C 的温度范围。即使是最坚固的胶粘剂,这也是一个巨大的温度范围。探索胶粘剂如何应对这一温度范围的第一步是查看目标胶粘剂的技术数据表(TDS),了解其应用和工作温度。确定在指定范围内工作的胶粘剂。
基材在热循环中以不同的速率和方式响应。当两个基材具有不同的热膨胀系数(CTE)时,热循环期间胶粘剂层会在粘接线处反复受到剪切和应力。当选择用于连接将经历极端温度范围的基材的胶粘剂时,关键是将胶粘剂的特性与材料的特性进行比较,并询问每种基材和胶粘剂的失效模式。
玻璃化转变温度(Tg)是选择胶粘剂的另一个关键因素。高 Tg 表明胶粘剂在温度升高时表现良好。
测试拉伸、剪切和剥离强度(实际上是测试不同的应力加载方式)将有助于验证 TDS 中的内容(图 1)。在整个工作温度范围内进行测试有助于全面了解情况。加速测试方法将有助于展示不同基材在热循环中的长期表现。
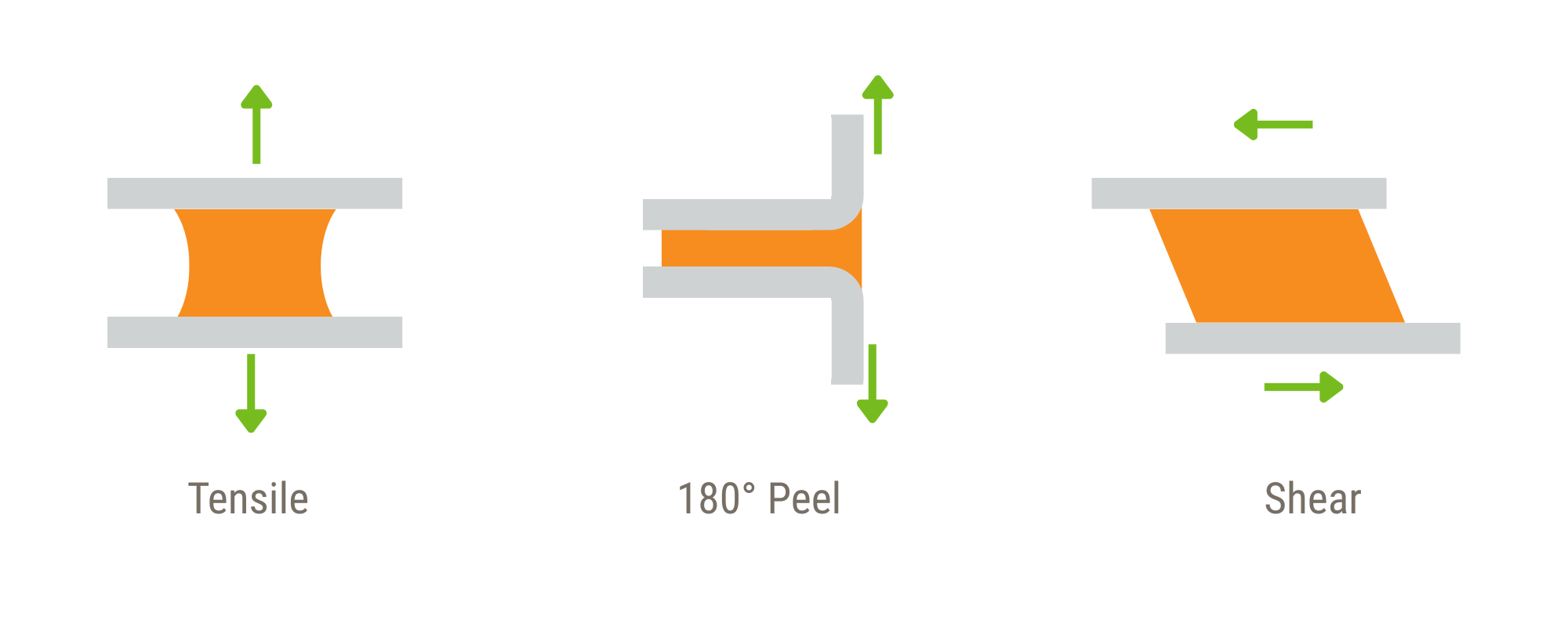
图 2. 常见的胶粘剂测试方法。
拉伸强度与温度
许多胶粘剂的拉伸强度随着温度变化呈现出可预测的曲线,在低温(-55°C 至 0°C)下通常表现出最高的拉伸强度(图 2)。但在这些温度下,胶粘剂可能会变脆。
在室温(20°C 至 25°C)下,拉伸强度较高,通常在制造商报告的范围内。在中等升高的温度(40°C 至 80°C)下,拉伸强度开始逐渐下降。在高温(80°C 至 125°C)下,拉伸强度可能会急剧下降,甚至下降 20-50%。
剪切强度与温度
胶粘剂的剪切强度取决于粘接线厚度、重叠长度以及基材的刚性和材料模量的不匹配。
大多数胶粘剂在温度升高时表现出剪切强度的逐渐下降。这种典型模式在接近 Tg 时会出现强度的急剧下降。围绕 Tg 条件进行规划对于在温度范围内保持粘接至关重要。
剥离强度与温度
热循环由于反复的 CTE 不匹配应力而导致疲劳。在应力集中处可能会出现微裂纹和界面空化。微裂纹沿部分预裂路径传播,从而改变失效位置。这种微裂纹传播可能会降低测得的剥离力,并使这种失效模式变得不那么可预测。
热循环实验与计算机建模
每家公司都有独特的使用条件,这使得工程师不太可能完全依赖 TDS 中指定的条件。回答这些问题需要实验和计算机建模。
现实世界的实验室测试是一种经过时间考验的方法,用于评估胶粘剂在变化条件下的性能。热循环室允许在温度极端之间反复循环。测试按照既定标准进行,例如 ASTM D1002(剪切强度)、ASTM D638(拉伸强度)和 MIL-STD-810(环境/耐久性)。
计算机建模在确定胶粘剂失效模式方面起着次要但仍然重要的作用。有限元分析(FEA)在计算不同粘接材料之间的应力施加位置和方式方面特别有用。鉴于不同材料对温度变化的响应不同,FEA 精确计算了应力的施加位置和严重程度。
“归根结底,客户必须将所有因素考虑在内:温度、几何形状以及所粘接的材料,”H.B. Fuller 的技术服务经理 Germaine Mariaselvaraj 说道。“他们必须在将这些因素输入软件时考虑到所有这些因素,以使输出结果有意义。”
振动:摇动它
振动为接头及其所用胶粘剂带来了不同的应力源。来自数百万次动态加载循环(例如,使用万能测试机)的循环应力会逐渐削弱粘接强度。这种疲劳脱粘可能会导致胶粘剂失效,从而引发裂纹,这些裂纹随后沿粘接界面传播。内聚失效也会表现为裂纹沿粘接线传播,这是由于循环运动导致胶粘剂变软或变脆。
评估这些动态条件的影响需要疲劳测试、动态机械分析和加速振动测试。计算机建模可以模拟实验,并通过将结果扩展到未实际测试的条件来协助实际实验。
疲劳测试
疲劳测试涉及在已知幅度下施加循环应力,并运行测试直至失效。此测试在多个应力水平下进行,结果绘制在 S-N 曲线上。这些曲线表明粘接在给定负载水平下的存活时间。FEA 可以预测粘接线在循环加载下的应力和应变分布。由于胶粘剂需要材料准备,这也必须通过实验测量,因此疲劳测试具有很强的实验成分。
动态机械分析(DMA)
DMA 可以收集材料的粘弹性响应数据(即材料在应力下的流动或变形阻力、材料的能量存储和刚度,以及弹性和粘性成分之间的关系)。这些数据作为模型的输入,并允许在比实际测试更广泛的范围内进行推断。
加速振动测试
复制现实世界条件并压缩它们受 IEC 60068-2-6(环境测试)和 MIL-STD-810(美国军用环境和工程考虑及实验室测试)等标准的约束。
我们的专家可以帮助您选择满足您需求的胶粘剂。由于我们拥有包括 10,000 种不同胶粘剂的广泛产品组合,我们还可以创新以应对特定的热循环或振动挑战。事实上,我们位于明尼苏达州圣保罗的 H.B. Fuller 试点工厂是一个“从实验室批次到全面生产的独特扩展空间”,据 Mariaselvaraj 介绍。
联系胶粘剂专家,讨论您的胶粘剂热循环和振动问题。
博客分类
档案
- 2026
- 2025
- 2024
- 2023
- 2022